 |
作者: Andreas Buchholz
创立于 1903 年的 Hydro Aluminum, 是全世界最大的高纯铝生产公司,也是全世界第三大的综合铝制品生产公司,公司总人数达三万六千人,在全世界四十个国家均设有据点。本文应用 FLOW-3D ,讨论在重力铸造过程中,进料区域的卷气形成原因。
重力铸造制程是一种常用的铸造制程。
 |
 |
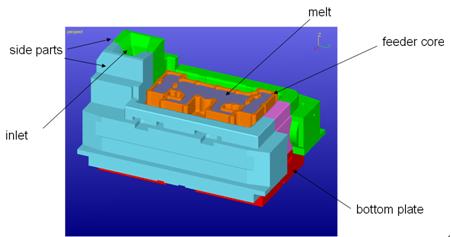
典型的重力铸造模具
 |
进料系统设计
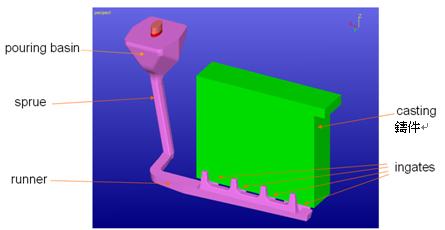 |
进料系统有两种常见的设计,设计 A 以及设计 B 。
 |
 |
设计 A |
设计 B |
现有问题描述:无论是设计 A or 设计 B ,在浇口位置都会发生气孔
 |
铸件发生缩孔的原因:
• 凝固过程中,因为体积收缩造成的缩孔
• 材料发生气体析出,造成的缩孔
• 砂芯冒出的气体造成的缩孔
• 充型过程中卷入的气体造成的缩孔
上述四种缩孔的解决方法检讨
• 收缩缩孔
• 凝固过程中考虑补缩的设计
• 析出气体缩孔
• 浇铸前让金属流体先完成气体析出
• 砂芯冒气缩孔
• 主要来自于黏接剂产生的气体
• 大部分的缩孔以均匀的方式分布
• 卷气缩孔
• 铸造过程中发生低压区,气体从分模线位置被吸入
• 流道区域
• 浇口区域
• 浇铸过程中,气泡会不停的产生
发生的位置不见得是在刚开始流体进入的位
问题检讨
影响卷入气体的原因探讨 -1
1.如果流道以及内浇口的位置压力比大气压力大 à 不可能从分模线吸入气体
2. 如果内浇口位置的流速相同 à 在每个内浇口位置应该会均匀的产生气泡
Fig1. 浇口区域的流动速度分布
.gif) |
Fig2. 流道系统的压力变化
.gif) |
影响卷入气体的原因探讨 -2
• 在竖浇道区域存在的气体
• 这些气体会被冲下至流道区吗 ?
• 如果这些气体被冲下至流道区域,并且进入浇口,这些气体会集中于某些区域?或者是均匀分布?
• 气泡的尺寸大小会影响集中状况吗?
• 分析模拟设定
• 气泡于浇杯位置以均匀的速度产生
• 密度 : 空气密度的 10 倍
• 尺寸设计 : 0.3 mm, 0.5 mm, 0.8 mm
• 部分耦合(流体运动不会受到气泡影响) / 完全耦合(流体运动会受到气泡运动的影响)
分析结果
Fig3. 浇口设计 A , 气泡尺寸 0.5mm, 完全耦合
.gif) |
Fig4. 浇口设计 A, 气泡尺寸 0.8mm, 完全耦合
.gif) |
Fig5. 浇口设计 B, 气泡尺寸 0.3mm, 完全耦合
.gif) |
Fig6. 浇口设计 B, 气泡尺寸 0.3mm, 部分耦合
.gif) |
Fig7. 浇口设计 B, 气泡尺寸 0.5mm, 完全耦合
.gif) |
Fig8. 浇口设计 B, 气泡尺寸 0.8mm, 完全耦合
 |
